Kovoplastové potrubie si získalo obľubu vďaka kombinácii pevnosti kovu a flexibilita polymér. Ich vlastnosti sú významné najmä pri konštrukcii vykurovacieho systému. V mnohých charakteristikách sú kovoplastové rúry lepšie ako ich najbližší konkurenti: polymérové, medené, liatinové a oceľové materiály na kladenie diaľnic. Aby kov-polymérny kompozit plne realizoval kvality deklarované výrobcom, je potrebné zvoliť správny typ potrubia. Musí byť vhodný pre nadchádzajúce prevádzkové podmienky a uľahčovať inštaláciu.
Štruktúra kovoplastových rúr
Konštrukcia kompozitných rúr je viacvrstvový „koláč“ vrstiev polyméru vystužený hliníkovou vrstvou. Symbióza plastu s kovom poskytuje vysokú mechanickú pevnosť, zabraňuje difúzii kyslíka z atmosféry a minimalizuje tepelnú rozťažnosť materiálu. Typická štruktúra potrubia zahŕňa vnútornú polymérovú vrstvu, lepidlo, hliník, lepidlo a vonkajší polyetylén, pričom každý prvok plní svoju vlastnú funkciu.
Vnútorná polymérová vrstva
Vnútorná polyetylénová „vložka“ je absolútne hladká, zaisťuje nerušený priechod prepravovaného média a zabraňuje vzniku usadenín a vodného kameňa. Polymér je odolný voči agresívnym látkam a nekoroduje.
Hliníkové jadro
Kovové jadro je zodpovedné za tuhosť výrobku a zvyšuje teplotnú odolnosť potrubia. Konce hliníka sú spojené laserovým zváraním. Hrúbka hliníkovej manžety je 0,15-0,75 mm - to umožňuje odolávať častým teplotným výkyvom a vysokému tlaku. Obe vrstvy polyetylénu chránia hliníkovú „rukávu“ pred galvanickým vyparovaním pri kontakte s mosadznými a oceľovými armatúrami hlavnej línie.
Lepiaca vrstva
Lepiaca kompozícia je zodpovedná za pevnosť celej zostavy. Výrobcovia uvádzajú svoje vlastné patentované receptúry a ingrediencie a pomer komponentov nie sú propagované. Vysokokvalitná lepiaca vrstva neutralizuje napätie vo vnútri štruktúry medzi polymérom a hliníkom, zabraňuje delaminácii a zvyšuje odolnosť potrubia proti opotrebovaniu.
Vonkajšia polymérová vrstva
Vonkajšia polymérová vrstva je obzvlášť odolný plast, odolný voči mechanickému poškodeniu, vysokej vlhkosti a agresívnym činidlám. Vonkajší plášť znižuje intenzitu tvorby kondenzátu na potrubí.
Typy polymérov v kovoplastových rúrach
Počiatočné vlastnosti produktu sú do značnej miery určené typom použitého polyméru: PEX (polyetylén s vysokou hustotou), PE-RT (tepelne odolný polymér), ZA (polyetylén) a PP-R (polypropylén).
Klasifikácia polymérov
Plasty na výrobu rúr sa na základe svojho zloženia bežne delia na dve skupiny: vysokotlakové a nízkotlakové polyméry. Prvá skupina zahŕňa zosieťovaný polyetylén (PEX) a tepelne odolný polymér (PE-RT).
Potrubie Pex-Al-Pex a skrutkové fitingy | ATRIA SK
PEX polyetylén
PEX je polyetylén so „zosieťovanými“ molekulovými reťazcami. Krížové väzby transformujú lineárnu štruktúru na stabilné trojrozmerné spojenie. Táto vlastnosť zvyšuje odolnosť potrubí voči vodnému kladivu. Typ medzimolekulových väzieb je určený použitým sieťovacím katalyzátorom:
- PEX-A: Nové reťazce vo vnútri štruktúry sú výsledkom ošetrenia polyetylénu peroxidom. Dosiahne sa maximálna úroveň „zosieťovania“ - až 85%. Výhody zahŕňajú zachovanie elasticity, vysokú pevnosť a výraznú molekulárnu „pamäť“. Nevýhodou sú vysoké náklady na technológiu a v dôsledku toho vysoká cena rúr.
- PEX-B: Optimálna alternatíva k A-linkám. Technika sieťovania pomocou silanu. Hlavnou výhodou je zníženie výrobných nákladov. Technologické nuansy zahŕňajú stupeň zosieťovania 65%, zníženú elasticitu a prísnejšie obmedzenia ohýbania rúr. Polyméry PEX-B si zachovávajú pomalý proces sieťovania, čo znamená, že materiál časom mení svoje pôvodné vlastnosti.
- PEX-C: Vznik nových väzieb pod vplyvom elektrónového žiarenia. Kvalitatívne parametre hotového výrobku sú výrazne nižšie ako u rúrok kategórie PEX-A. Plusom sú nízke náklady.
- PEX-D: Medzimolekulové väzby sú výsledkom spracovania dusíkom. Rúry PEX-D nemôžu konkurovať svojim náprotivkom a ich výroba sa znížila.
PE-RT polymér
Rúry PE-RT sa vyznačujú dlhodobým tepelným odporom. Tepelne stabilný polyetylén má množstvo stabilných medzimolekulových väzieb. Výroba zahŕňa techniku riadených procesov priestorovej tvorby makromolekúl. Sieťovaná štruktúra zvyšuje pevnosť materiálu a zlepšuje odolnosť v ohybe. Dôležitou výhodou je termoplastickosť. Spájanie pomocou tvaroviek a zvárania je prípustné. Posledná uvedená metóda zvyšuje spoľahlivosť pripojenia. Vďaka vysokým technickým vlastnostiam kovoplastových rúr s polymérom PE-RT sa rozšíril rozsah ich použitia. Hlavná línia odoláva teplotám až do +124 °C a nebojí sa zamrznutia.
Polyetylén s nízkou hustotou
Na inštaláciu „studeného“ potrubia sú vhodné modely vyrobené z polyetylénu s nízkou hustotou. Možné označenia zahŕňajú PE-RS, PE, PEHD, HDPE.
Fyzikálne a technické vlastnosti
Vlastnosti kovoplastových potrubí závisia od rozmerov výrobku (priemer, hrúbka steny), typu polyméru a výrobcu. Všetky indikátory však musia spĺňať normy GOST 18599 (2001), R-53630 (2009) a R-52134 (2003).
Všeobecné požiadavky podľa GOST
Ďalšie vlastnosti: materiál vnútornej a vonkajšej vrstvy - sieťovaný polyetylén, súčiniteľ tepelnej vodivosti rúr 16/20 mm - 0,41 W/mk, 26 mm - 0,39 W/mk. Všeobecné požiadavky na kovoplastové rozvody podľa GOST zahŕňajú:
- medza klzu horúcej plastovej vrstvy - do 0,3 g/10 minút;
- žiadna delaminácia nábežnej hrany pri natiahnutí do 10 %;
- minimálna prípustná odolnosť proti delaminácii pri zaťažení je 15 N/cm, bez zaťaženia - od 50 N/cm;
- zosieťovanie polyetylénových vrstiev - od 60 %;
- tepelná stabilita plastových komponentov;
- limitná hodnota priepustnosti kyslíka pri teplote +40°C je 0,32 mg/m2*deň, pri +80°C - 3,6 mg/m2*deň;
- stupeň pevnosti použitých polymérov je od 8 do 12 MPa;
- počiatočná teplota tekutosti kompozície lepidla je aspoň +120 °C.
GOST tiež reguluje environmentálne parametre. Podiel prchavých látok v kovoplastových rúrach by nemal presiahnuť 0,035 %.
Základné spriemerované fyzikálne a technické vlastnosti
- Sortiment: Výrobcovia ponúkajú kovoplastové výlisky s vnútorným prierezom 14-60 mm a hrúbkou steny 2-3 mm. Dĺžka zálivu je 50-200 m.
- Pevnosť: Pri bočnom zaťažení je minimálna pevnosť v ťahu 2880 N. Pevnosť zvárania na kov a lepené spoje je 57 a 70 N/m2.
- Tepelná odolnosť: Kompozit si zachováva svoje vlastnosti v teplotnom rozsahu +95°C. Predpokladá sa krátkodobý skok na +110°C, pri -40°C termoplast zamrzne.
- Lineárne parametre: Polomer ohybu je priamo úmerný priemeru potrubia. Pri ručnej inštalácii je hodnota 80-125 mm, pri strojnej inštalácii (ohýbačka rúr alebo prípravok) - 46-95 mm.
- Limit tlaku v systéme: Limit tlaku v systéme závisí od teploty prepravovaného prostriedku. Pri teplote chladiacej kvapaliny 25°C výrobok odolá tlaku 25 atmosfér, pri 95°C - 10 atmosfér. Ak sa prepravuje kvapalina s teplotou 20 °C, potom dôjde k zničeniu potrubia pod tlakom nad 80 atmosfér.
Ak je v súlade s prevádzkovými normami pasu, životnosť kovového plastu je 50 rokov.
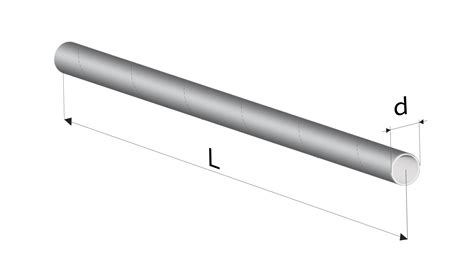
Priemer a hrúbka steny
Veľkosť potrubia je určená rozsahom jeho použitia. Sortiment popredných výrobcov zahŕňa úpravy s vonkajším priemerom 16-50 mm. Najobľúbenejšie úpravy pre domáce použitie sú rúry s prierezom 16 a 20 mm. Štandardná hrúbka steny týchto rozmerov je 2 mm, hliníková výstuž je 0,2 mm. Nižšie sú uvedené charakteristiky a vlastnosti použitia rúr s priemerom XX*YY, kde XX je vonkajší prierez, YY je vnútorný priemer.
| Rozmer (XX*YY mm) | Popis a použitie | Hrúbka steny (mm) |
|---|---|---|
| 16*12 | Rúry sa používajú predovšetkým na usporiadanie vodného okruhu (dodávanie vody do meračov, zmiešavačov) a vykurovacieho systému domu. Pre hlavné potrubie sa môžu použiť výrobky s väčším priemerom. | 2 |
| 20*16 | Inštalácia "teplých podláh" a systémov zásobovania vodou. Armatúry majú lepšiu priepustnosť v porovnaní s predchádzajúcimi analógmi, preto sa odporúča inštalovať ich, keď je tlak vody nestabilný. | 2 |
| 26*20 | Táto možnosť sa prednostne používa v súkromnom dome pre autonómne systémy, kde je dôležité poskytnúť určitú rezervnú kapacitu pre prípad možných tlakových „prerušení“. | 3 |
| 32*26 | Rozmery potrubia umožňujú jeho použitie ako stúpačky alebo hlavného potrubia pre nízkotlakové systémy. Objem prepravovanej jednotky je zvýšený vďaka veľkému prierezu. | 3 |
| 40*32 | Rúry našli uplatnenie pri ukladaní dlhých trás inžinierskych sietí v občianskej a priemyselnej výstavbe. Vhodné na úpravu vody, klimatizáciu, individuálne a centralizované systémy zásobovania vodou. | 3,9 |
| 50*40 | Účelom rúr 50*40 so stenou 4 mm je inštalácia technologických potrubí používaných na vykurovanie/zásobovanie vodou priemyselných budov, vykurovanie otvorených plôch. | 4 |

Hrúbka pancierovej vrstvy určuje pevnosť, pružnosť a tepelnú vodivosť rúr. Pri výbere sa berú do úvahy nasledujúce nuansy:
- čím je hliníková vrstva hrubšia, tým je potrubie tuhšie;
- vlastná montáž sa ľahšie vykonáva z výrobkov s kovovou vrstvou 0,15-0,2 mm;
- so zvyšujúcim sa podielom výstuže sa zvyšuje strata tepelnej energie počas prepravy chladiva.
Na vykonávanie vnútorných domácich prác je optimálna veľkosť výstužnej vrstvy 0,3-0,5 mm.
Výhody kovoplastových rúr
Štruktúra a technické vlastnosti kov-plast určili množstvo silných stránok kompozitnej diaľnice. Pozitívne aspekty prevádzky zahŕňajú:
- antikorózna - vnútorný povrch nehrdzavie a nezanáša;
- dobrá priepustnosť vďaka nízkemu hydraulickému odporu potrubia;
- chemická inertnosť voči väčšine toxických látok a agresívnemu prostrediu;
- flexibilita, ktorá umožňuje minimalizovať počet konektorov a rohových dielov;
- plynotesnosť - prvky potrubného systému (radiátory, kotly, čerpacie zariadenia) sú chránené pred škodlivými účinkami kyslíka;
- absorpcia hluku - tichá preprava kvapaliny pozdĺž inžinierskych sietí;
- odolnosť proti opotrebeniu, jednoduché použitie a bez potreby ďalšej údržby.
Rúry sú ľahké, a preto sa ľahko prepravujú a inštalujú. Ďalšie výhody: estetika, dostupné náklady a prakticky bezodpadové použitie. Spojenie potrubia pomocou lisovacích tvaroviek zaisťuje tesné a spoľahlivé spojenie potrubia - to umožňuje skrytú inštaláciu potrubia a zalievanie betónu.

Nevýhody a prevádzkové obmedzenia
Kovový plast má okrem pozitívnych aspektov aj nevýhody:
- Rozdiel tepelnej rozťažnosti: Plast sa rýchlejšie „prispôsobí“ zmenám teploty vody ako hliník. Tento rozdiel negatívne ovplyvňuje materiál - časom sa spoje oslabujú a zvyšuje sa riziko zatekania.
- Požiadavky na ohýbanie: Opakované ohýbanie/neohýbanie alebo jednorazové ohýbanie nad rámec normy môže viesť k deformácii vrstiev kovoplastového výlisku.
- Náchylnosť na UV žiarenie: Vonkajšia vrstva polyméru stráca svoje ochranné vlastnosti pri dlhšom vystavení ultrafialovému žiareniu.
Riešenie problémov a inštalácia
Tieto deformácie môžu byť výsledkom zamrznutia chladiacej kvapaliny v potrubí. Riešenie problému: izolácia hlavného potrubia v štádiu inštalácie alebo výmena prepravovanej vody vo vykurovacom systéme za nemrznúcu. Kovovo-polymérové potrubie sa inštaluje pomocou kompresných tvaroviek. Pri použití nekvalitných výrobkov a nedodržaní technológie inštalácie je možná delaminácia kovovej konštrukcie a prasknutie vonkajšej plastovej vrstvy.
Prevádzkové obmedzenia
Použitie kovoplastových rúr má aj určité prevádzkové obmedzenia:
- priestory klasifikované podľa noriem požiarnej bezpečnosti ako kategória „G“ - nachádzajú sa látky, ktorých spracovanie je sprevádzané tvorbou tepla alebo výskytom iskier;
- budovy so zdrojmi tepla, ak teplota ich vykurovania presahuje 150 °C;
- centralizované vykurovanie s „vložkou“ výťahovej jednotky;
- pri dodávaní horúcej chladiacej kvapaliny s pracovným tlakom 10 barov alebo viac.
Neodporúča sa inštalovať kovoplastové komponenty do otvorených inžinierskych sietí. Teplotné skoky a prevádzka v chladnom počasí povedú k zničeniu potrubia.
Použitie kovoplastových rúr
Výkonové vlastnosti kov-polymérových rúr umožňujú ich použitie v súkromnej, priemyselnej výstavbe a iných oblastiach podnikania. Hlavné aplikácie zahŕňajú:
- komunikácia systémov zásobovania vodou;
- dodávka agresívnych kvapalín a plynu v poľnohospodárskych a priemyselných zariadeniach;
- usporiadanie izolovaných „vodných podláh“ vrátane ohrevu pôdy v skleníkoch;
- izolácia elektrických káblov a vodičov.
Kovovo-plastové kompozitné tvarovky sú široko používané pri konštrukcii ventilačných, klimatizačných a zavlažovacích systémov studní. Za predpokladu, že „vnútorná objímka“ potrubia je vyrobená z potravinárskeho plastu, je prípustné použiť na zásobovanie pitnou vodou potrubie z kovu a polyméru.

Nuansy výrobnej technológie
Kvalita a prevádzkové podmienky kovoplastových výrobkov závisia od typu polymérnej zložky, veľkosti, technológie pripojenia hliníkovej manžety a spoľahlivosti výrobcu. Podľa uvedených kritérií je možné klasifikovať celý sortiment potrubných výrobkov. Existujú dva základné spôsoby výroby kovovo-polymérových rúr: anglický a švajčiarsky. Hlavným rozdielom medzi technológiami je možnosť pripojenia hliníkovej manžety.
Od obchodníkov môžete často počuť o klasifikácii rúr na „bezšvíkové“ a „bezšvíkové“ v závislosti od výrobnej technológie. Keď sa však ponoríte do základov výroby, môžete pochopiť, že spojovací šev je prítomný v oboch možnostiach, rozdiel je v jeho prevedení.
Anglická technológia - zváranie prekrytím
Pri anglickej technológii sa používa zváranie prekrytím. Rúrka je vytvorená z kovového pásu, okraje „rukávy“ sú zvarené prekrývajúce sa ultrazvukom. Na vonkajšiu a vnútornú stranu hliníkovej rúry sa súčasne nanášajú vrstvy lepidla a polyméru. Produktivita „kombinovanej“ technológie je 25 m/min. Pri zváraní prekrývania sa získajú takzvané švové rúry. Náklady na výrobky vyrobené anglickou metódou sú o 30% nižšie ako švajčiarsky náprotivok.
Švajčiarska technológia - zváranie na tupo
Švajčiarska technológia využíva zváranie na tupo. Výrobné fázy zahŕňajú: výrobu polymérových rúr extrúziou, nanášanie lepidla na vonkajší povrch plastu, vytváranie a „valcovanie“ kovovej vrstvy z hliníkovej pásky, lepenie okrajov výstužného materiálu medzi sebou pomocou argónového oblúka alebo laserového zvárania, postupné nanášanie lepidla a polyméru na hliníkový povrch. Poslednou fázou je ochladenie hotového výrobku. Švajčiarska „separovaná“ technológia je vysoko produktívna - jeden stroj dokáže vyrobiť až 40 m/min. Náklady na tovar sa zvyšujú v dôsledku vytvorenia zosilnenej hliníkovej vrstvy. Ubezpečenia predajcov „bezšvíkových“ rúr o vyššej pevnosti v porovnaní s „bezšvíkovými“ rúrami by sa nemali brať ako axióma. Odborníci na zváranie vedia, že pevnosť prekrývacieho zvaru je vždy vyššia ako pevnosť tupého spoja. Ak sa pevnosť hliníkovej fólie berie ako jedna, potom pri prekrytí bude tento parameter vždy väčší ako 1, pri zváraní na tupo - menej ako 1.

Recenzia výrobcov: pomer kvality a ceny
Neformálne hodnotenie výrobcov kov-polymérových rúr prezentujú domáce a zahraničné spoločnosti.
Valtec (Taliansko, Rusko)
Rúrkové systémy kov-polymér sa vyrábajú organosilanidovou metódou (PEX-b). Stupeň zosieťovania pracovnej vrstvy je 65%, ochranná vonkajšia vrstva je 55%. Kombinácia charakteristík umožnila získať pružný materiál. Technológia zvárania hliníkového rámu je zváranie na tupo metódou TIG, pevnosť lepiacej kompozície je 70 N/10 mm. Podľa výrobcu teplotné výkyvy nevyvolajú delamináciu konštrukcie. Orientačná cena produktu 16*2 mm - 1 USD/m, 32*3 mm - 4,5 USD/m.
Henko (Belgicko)
Henco ponúka päťvrstvové rúry vyrobené „bezšvíkovou“ technológiou. Pri výrobe sa používa zosieťovaný polyetylén. Viacvrstvové potrubie Henco kombinuje všetky výhody plastu a kovu. Hliníková vrstva je pozdĺžne zváraná na tupo. Je 100% nepriepustná pre kyslík a vodné pary, difúzne tesná. Má nízky koeficient lineárnej rozťažnosti, podobný ako pri kovovej rúrke. Potrubie je úplne odolné proti korózii, odolné aj proti chemikáliám a elektrochemikáliám. Zvuková izolácia je úplne podobná ako plastové potrubie. Vnútorná a vonkajšia PE vrstva je zosieťovaná elektrónovým lúčom. Vyznačuje sa vysokou odolnosťou voči tlaku a teplote a hladkým povrchom, čo vedie k menšej strate tlaku. Je ľahké ako syntetické potrubie.
Elektrické podlahové kúrenie Henco je dostupné v 22 rôznych veľkostiach od 0,75 do 25 m². Rohož je tenká približne 4 mm a je možné ju vložiť do lepiacej vrstvy bez nutnosti búrania a frézovania. Podložka bude ležať takmer priamo pod povrchom. To zvyšuje rýchlosť ohrevu podlahy, vďaka čomu je systém vhodný aj do priestorov s nestálou obsadenosťou, ako sú kúpeľne, hobby miestnosti, rekreačné zariadenia atď. Pretože je vykurovací kábel pripojený na podložku na konci, na jednej strane je len napájací kábel, ktorý je neviditeľne pripevnený pomocou unikátneho spojenia. To znamená, že nie je potrebné vracať sa k termostatu.

tags: #henko #belbicke #rurky #na #vykurovanie