Jedným z procesov tvárnenia plastov je zápustkové kovanie, ktoré prebieha pri zvýšených teplotách alebo za tepla, počas ktorého sa výrobky formujú do tvaru zápustky. Vzhľadom na vysoké náklady na zápustky sa tento proces týka hromadnej výroby výrobkov najčastejšie pre automobilový alebo strojársky priemysel.
Výhodami tohto typu kovania sú predovšetkým presnosť výroby, dobrá kvalita povrchu, vysoké pevnostné vlastnosti výrobkov, získavanie dielov zložitých tvarov a vysoká opakovateľnosť s malými technologickými odchýlkami. Proces sa začína ohrevom materiálu v kontinuálnej indukčnej peci, nasleduje predbežné tvarovanie v kovacích frézach a nakoniec kovanie na kladivách alebo kovacích lisoch. Vzhľadom na nebezpečné pracovné podmienky časť operácií vykonávajú manipulátory a priemyselné roboty.
Metódy a rozdelenie zápustkového kovania
Metódy zápustkového kovania delíme na kovanie s bleskom a kovanie bez záblesku. Ďalšie rozdelenie existuje podľa stroja, na ktorom sa proces vykonáva:
- Kovanie na kladivách.
- Kovanie na mechanických lisoch.
- Kovanie na hydraulických lisoch.
Špeciálne metódy kovania
Kovanie na kovacích strojoch spočíva v spôsobení veľkej deformácie zodpovedajúcej zmenšeniu prierezu v mechúre spôsobením veľkého počtu malých deformácií zodpovedajúcich zmenšeniu prierezu jedným úderom. Materiál sa môže podávať so súčasnou rotáciou, napr. pri kovaní tyčí kruhového prierezu, alebo bez rotácie, napr. pri kovaní tyčí polygonálneho prierezu.
Kovanie na automatických kovacích strojoch sa vykonáva pre veľké výrobky za tepla alebo malé výrobky za studena. Náplňou je drôt alebo drôtená tyč. Táto metóda sa najčastejšie používa na výrobu skrutiek, matíc, nitov, čapov, ložiskových krúžkov, puzdier. Výhodou metódy kovania v uzavretom polotovare je získanie výkovkov s opakovateľným tvarom a rozmermi.
Rozkovávání plotové špice na lisu
Technické parametre pre kované komponenty
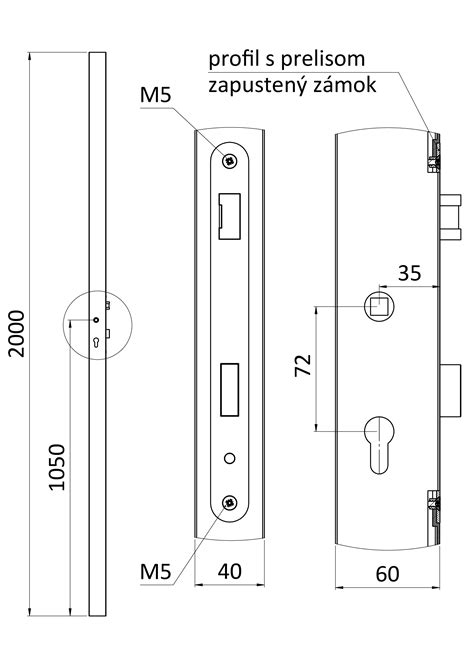
Pri výrobe komponentov, ako sú bránové systémy, je kľúčová voľba profilov a materiálová stálosť. Nasledujúca tabuľka uvádza príklady silnostenných oceľových C-profilov, ktoré sa využívajú v samonosných bránových konštrukciách.
| C profil | Hrúbka steny | Rozmery (mm) | Max. vynesenie (m) | Max. hmotnosť brány |
|---|---|---|---|---|
| CP444 | 4 mm | 50 x 55 | 4,5 | 300 kg |
| CP60 | 4,5 mm | 70 x 70 | 6 | 500 kg |
| CP555 | 5,5 mm | 97 x 90 | 6 | 800 kg |
| CP666 | 6 mm | 902 x 110 | 6 | 1 200 kg |
Spoľahlivosť a dlhá životnosť pojazdových systémov sú zabezpečené kvalitným žiarovým zinkovaním, ktoré v bežných podmienkach bez lakovania vykazuje životnosť 50 až 100 rokov. Oceľ sa nevymačkává a drží tvar aj pri intenzívnom zaťažení, čo je kritické pri bránach so šírkou až 14 metrov.
Automatizácia a ochrana v moderných systémoch
Moderné technológie v strojárstve sa nezameriavajú len na pevnosť, ale aj na inteligentnú prevádzku. Pohony pre okná a svetlíky využívajú elektronické senzory rýchlosti vetra, dažďa a dymu. Tieto systémy umožňujú automatické odvetranie a zabezpečujú ochranu pri požiari prepojením so snímačmi dymu. Všetky tieto komponenty sú vyrábané z ušľachtilej ocele a eloxovaného hliníka, ktoré nekorodujú a sú veľmi trvanlivé.
tags: #zachytavanie #bocnych #sil #kovanie