V súčasnej modernej spoločnosti existuje sedem druhov plastov, medzi ktoré patria PET, HDPE, PVC, LDPE, PP, PS a PC. V tomto článku sa zameriame predovšetkým na polyvinylchlorid (PVC), jeho vlastnosti a rozsiahle možnosti zvárania.
PVC znamená polyvinylchlorid, tretí najrozšírenejší syntetický plastový polymér na svete. Ročne sa vyrobí asi 40 miliónov ton PVC. Identifikačný kód živice PVC je číslo „3“. PVC je všestranný polymér široko používaný v rôznych priemyselných odvetviach. Je to tvrdý biely materiál, ktorý sa dá ľahko tvarovať, tvarovať a zvárať, vďaka čomu je ideálny pre širokú škálu aplikácií. PVC prichádza v mnohých formách, vrátane rúr, tvaroviek, fólií a dosiek.
Typy PVC: Tuhá a Pružná forma
PVC možno rozdeliť do dvoch základných foriem - tuhej a pružnej.
Pružná forma PVC
Pružná forma PVC je mäkká a má vzhľad od priehľadného po nepriehľadný. Spravidla sa používa na povrch podlahy, stropu a kože a je tiež ideálny pre elektrické aplikácie, pretože je vynikajúcim izolátorom. Vďaka pridaniu zmäkčovadiel sa však pružná forma PVC stáva mäkšou, poddajnejšou a ťažko skladovateľnou, čo vedie k obmedzeniu jeho použitia.
Tuhá forma PVC
Tuhá forma PVC je tvrdá, pevná a krehká. Často sa používa v stavebníctve pre vodné a odpadové potrubia, zimné záhrady, odkvapy, obklady, ochranu stien a dverí a okenné rámy. Všeobecne možno povedať, že tuhá forma PVC je cennejšia.

Výhody a nevýhody PVC
Na jednej strane je PVC chemicky odolné voči kyselinám, soliam, tukom, alkoholom a niektorým rozpúšťadlám. Na druhej strane má vysokú tvrdosť a mechanické vlastnosti. Tieto dve výhody z neho robia perfektnú voľbu pre stavebné a stavebné aplikácie. Navyše, PVC sa dá ľahko rezať, tvarovať, zvárať a spájať v rôznych štýloch.
PVC však obsahuje nebezpečné chemické prísady vrátane ftalátov, olova a kadmia. Štúdie medzitým preukázali, že PVC pri spaľovaní alebo zahrievaní uvoľňuje toxický plyn s názvom dioxín a vdýchnutie prachu z PVC zvýši riziko rakoviny alebo poškodenia pečene.
Aplikácie tvrdých PVC fólií
Pevné PVC dosky sú ploché panely vyrobené z PVC živice a rôznych ďalších prísad. Tieto listy sa bežne používajú v stavebníctve, značkách, balení a rôznych priemyselných aplikáciách. Pevné PVC dosky sa dodávajú v rôznych hrúbkach, farbách a textúrach a dajú sa ľahko rezať a tvarovať tak, aby vyhovovali prakticky akejkoľvek aplikácii. Pevné PVC dosky sa používajú v mnohých aplikáciách kvôli ich pevnosti, odolnosti a všestrannosti:
- Stavba
Pevné PVC dosky sa bežne používajú v stavebnom priemysle na rôzne aplikácie, vrátane okenných rámov, strešných materiálov, obkladov stien a izolácie. PVC je ľahký materiál, ktorý sa ľahko inštaluje a udržiava. Jeho odolnosť voči vlhkosti, chemikáliám a korózii ho predurčuje na použitie v drsnom prostredí.
- Značenie
Pevné PVC dosky sa často používajú v priemysle značenia kvôli ich schopnosti odolávať drsným vonkajším podmienkam. PVC fólie je možné tlačiť priamo na ich povrch, vďaka čomu sú ideálne pre vysokokvalitné značenie a grafiku.
- Balenie
Pevné PVC fólie sa používajú v obalových aplikáciách, pretože poskytujú bariéru proti vlhkosti, prachu a svetlu. PVC fólie sú ideálne aj na balenie tovaru, ktorý si vyžaduje vysokú ochranu proti nárazu vďaka svojej pevnosti a odolnosti.
- Priemyselné aplikácie
Pevné PVC dosky sa široko používajú v rôznych priemyselných aplikáciách, ako sú chemické nádrže, potrubia a časti strojov. Odolnosť PVC voči širokému spektru chemikálií a jeho schopnosť odolávať drsnému prostrediu ho predurčujú na použitie v priemyselných prostrediach. Patria sem priemyselné ventilačné systémy, prívody vzduchu a materiálov, zásobníky vody a chemikálií, potrubné systémy, filtre, galvanické kúpele, miešacie nádrže, leptacie zariadenia, prvky a súčiastky vo fotopriemysle, konštrukčné prvky a podobne.
- Umenie a remeslá
Pevné PVC dosky sa používajú aj v umeleckom a remeselnom priemysle, pretože sa dajú ľahko rezať, tvarovať a tvarovať. PVC dosky môžu byť použité na vytvorenie radu sôch, modelov a displejov.
- Zdravotnícke vybavenie
Pevné PVC dosky sa často používajú na výrobu zdravotníckych zariadení, pretože sú lacnou alternatívou k tradičným materiálom, ako je nehrdzavejúca oceľ alebo hliník. Odolnosť PVC voči chemikáliám a jednoduché spracovanie z neho robia obľúbenú voľbu pri výrobe zdravotníckych zariadení.
Výhody použitia pevných PVC fólií
Nasledujú niektoré z kľúčových výhod používania pevných PVC fólií:
- Trvanlivosť
Pevné PVC dosky sú vysoko odolné a dokážu vydržať drsné podmienky prostredia, vďaka čomu sú ideálne na použitie v odvetviach, kde je životnosť nevyhnutná.
- Odolnosť voči chemikáliám
PVC dosky sú vysoko odolné voči chemikáliám, kyselinám a zásadám, vďaka čomu sú ideálne na použitie v drsnom chemickom prostredí.
- Nízke náklady
Pevné PVC dosky sú cenovo dostupnou alternatívou k iným materiálom, ako je nehrdzavejúca oceľ alebo hliník, vďaka čomu sú ekonomickou voľbou pre mnohé priemyselné odvetvia.
- Všestrannosť
PVC dosky sa dajú ľahko rezať, tvarovať a tvarovať, vďaka čomu sú ideálne pre širokú škálu aplikácií. Môžu sa tiež jednoducho tlačiť alebo maľovať, vďaka čomu sú vhodné pre rôzne grafické aplikácie.
- Jednoduchosť inštalácie
PVC dosky sú ľahké a ľahko sa inštalujú, čo znižuje náklady na prácu a čas inštalácie.
Technológia obrábania tvrdého PVC
Obrábanie tvrdého PVC sa vykonáva tradičnými kovoobrábacími procesmi (rezanie, vŕtanie, sústruženie, frézovanie) len ostrými nástrojmi z uhlíkovej ocele, rýchloreznej ocele, tvrdokovu a diamantu. V niektorých prípadoch sa dajú použiť aj drevoobrábacie nástroje. Pri vyšších obrábacích rýchlostiach sa odporúča chladenie (v = 200-400 m/min pre sústruženie a frézovanie, v = 50-100 m/min pre vŕtanie).
Sprievodca procesmi zvárania plastov: Typy, aplikácie, obmedzenia
Zváranie plastov: Základné princípy a metódy
Zváranie plastov je proces spájania plastových polotovarov a je opísané v ISO 472 ako proces spájania zmäkčených povrchov materiálov, spravidla pomocou tepla (okrem zvárania rozpúšťadlom). Zváranie PVC je rozhodujúci proces v rôznych priemyselných odvetviach, ktorý sa používa na spájanie kusov plastov z PVC (polyvinylchloridu). Táto metóda sa bežne používa pri výrobe plastových nádrží, potrubných systémov a iných konštrukcií, kde sa vyžaduje trvanlivé, vodotesné tesnenie. Zváranie PVC zahŕba proces tavenia dvoch kusov PVC plastu pomocou tepla. PVC zváracie tyče sú základným spotrebným materiálom v procese zvárania PVC. PVC zvárací drôt je podobný zváracím tyčiam, ale je zvyčajne tenší a používa sa na jemnejšie zváracie úlohy, kde sa vyžaduje presnosť.
Zváranie termoplastov prebieha v troch po sebe nasledujúcich etapách, a to príprava povrchu, aplikácia tepla a tlaku a chladenie. Vo všeobecnosti sú týmito materiálmi kovy alebo termoplasty, ktoré umožňujú tento typ spoja. V tomto procese sa časti spájajú roztavením a niekedy sa vloží ďalší materiál (kov alebo plast), ktorý po roztavení vytvorí niečo známe ako "spájkovací bazén", čo je nanesený materiál, ktorý spája časti dohromady. Zvárateľnosť sa vzťahuje na schopnosť materiálov, či už majú podobný alebo nepodobný charakter, byť trvalo spojené zváracími postupmi. Nie všetky plasty sa dajú zvárať, iba termoplasty, ktoré práve tento typ procesu umožňujú. Iné, ako sú termosety alebo elastoméry, zváranie nepripúšťajú.
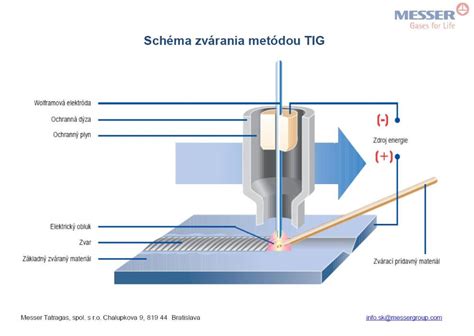
Pre správne zváranie plastov, vrátane PVC, je kľúčová presnosť, správne nástroje a vhodné materiály. Existujú rôzne zdroje energie na zváranie, vrátane plynového plameňa, elektrického oblúka, lasera, elektrónového lúča, metód trenia alebo ultrazvuku. Termoplasty sa spájajú priamym kontaktom s nástrojom alebo použitím horúceho plynu.
Zváranie PVC podláh (Linolea)
Spojenie linolea (PVC podlahy) je kľúčovým krokom k dosiahnutiu dokonalej podlahy bez viditeľných škár a s dlhou životnosťou. Správne zváranie zabezpečí nielen estetický vzhľad, ale aj vodotesnosť a pevnosť spoja. Výrobcovia linolea doporučujú spoje zvárať z dôvodu vodotesného pevného uzavretia spojov. Zváranie pri linoleu je v podstate lepenie nataveným drôtom farebnej živice.
Príprava pred pokládkou a zváraním
Pred samotnou pokládkou a následným zváraním je nevyhnutné dodržať niekoľko dôležitých krokov, ktoré zabezpečia úspešný výsledok.
- Aklimatizácia materiálu: Materiál musí byť aspoň 24 hodín pred začatím pokládky umiestnený na stojato v miestnosti, kde má byť položený. Ideálna teplota pre inštaláciu je najmenej 18°C. Aklimatizácia sa odporúča minimálne 24 hodín pred samotnou montážou. Pokiaľ by ste aklimatizovali PVC podlahy viac než 24 hodín, tak určite ničomu neuškodíte, práve naopak.
- Príprava podlahoviny v rolkách: Pri PVC v roliach nestačí, že ich iba na danú zákazku doveziete, ale treba si PVC podlahu rozrolovať a narezať na pásy, ktoré sa na druhý deň budú lepiť. Je to dôležité, pretože PVC v rolkách má tendenciu sa znova zrolovať a tým že ho vystriete a necháte ležať do druhého dňa, tak vám pekne ľahne a žiadna strana vám už nebude dvíhať a pružiť.
- Podlahové vykurovanie: Podlahové vykurovacie systémy by mali byť vypnuté najmenej 48 hodín pred inštaláciou linolea.
- Príprava podkladu: Správne pripravený podklad je rovnako kľúčový. Podklad pod všetky PVC podlahy musí byť riadne pripravený. To znamená, že musí byť rovný a hladký, pretože PVC podlaha je mäkká a flexibilná podlahovina, ktorá vám kopíruje každú jednu nerovnosť na podklade. Z tohto dôvodu musí byť podklad zrovnaný samo nivelačnou stierkou.
- Vlhkosť podkladu: Ideálna vlhkosť podkladu je tiež dôležitá. PVC podlahoviny sa vo všeobecnosti musia klásť iba na suché podklady. Je to z toho dôvodu, že PVC keď položíte na podlahu, tak dosiahnete ten istý efekt, akoby ste prikryli podlahu igelitom. Teda pokiaľ by bol podklad mokrý tak táto vlhkosť sa nemá ako dostať von a pod PVC sa tak začnú hromadiť pary a začne sa tvoriť takzvaná tlaková voda, ktorá potom na povrchu každej PVC podlahoviny vytvorí bubliny. Z tohto dôvodu odporúčam si zmerať vlhkosť samotného podkladu, ktorý sa bude zrovnávať nivelačnou stierkou, aby bol dostatočne suchý a až následne ho vyliať nivelačnou stierkou, pretože ak by ste preliali vlhký podklad stierkou, tak výrazne spomalíte jeho schnutie, čo môže výrazne oddialiť termín montáže PVC krytiny.
Dôležité! Najprv musíte položiť a nalepiť linoleum na podlahu a počkať 24 hodín. Až potom, keď vrstva lepidla zaschne a linoleum sa nakoniec zmenší, je možné spoje zvárať.
Metódy zvárania PVC podláh
Existujú dva hlavné spôsoby spájania linolea: teplovzdušné zváranie a zváranie za studena.
1. Zváranie za studena
Najjednoduchší a najlacnejší spôsob pripojenia k švu linolea, ktorý nevyžaduje nič okrem špeciálnej tekutiny a pár rúk. Najobľúbenejší spôsob spracovania švov linolea doma, nevyžaduje žiadne špeciálne zručnosti a vybavenie. Jeho podstata spočíva v tom, že sa po línii spojenia hrán nanáša lepidlo, ktoré krátkodobo rozpúšťa povlak. Tento typ zvárania je vhodný na linoleum na akýkoľvek podklad - pena aj plsť. Pri výbere najvhodnejšieho spôsobu lepenia spojov linolea zvážte také faktory, ako je trieda podlahovej krytiny, jej hrúbka a farba.
Existujú rôzne typy zváracích tekutín pre zváranie za studena: Typ A (najtekutejší, pre malé škáry a tenké nátery), Typ C (oveľa hrubší a odolnejší, pre nové aj staré nátery).
Postup pri zváraní za studena:
- Položte listy linolea s presahom, nakreslite rovnú čiaru a pozdĺž nej nakrájajte oba kusy pomocou stavebného noža.
- Aby lepidlo nepoškodilo prednú časť povlaku, zalepte ho pozdĺž spojovacej čiary maskovacou páskou a urobte štrbinu na nalievanie kompozície.
- Pod PVC krytinu podlepte špeciálnu papierovú pásku, ktorá teraz poslúži ako ochrana pred zatečením zváracej tekutiny pod podlahu.
- Otvorte tubu a aplikujte zváraciu tekutinu pre zváranie za studena pomocou kovového hrotu do tesnej spáry. Tekutinu aplikujte do hĺbky, aby vyplnila celý priestor spáry a spoj bol potom pevný.
- Zváracia tekutina zaschne asi za 5 minút.

2. Teplovzdušné zváranie
Táto metóda je rozhodne pevnejšia ako zváranie za studena. Vyžaduje však zručnosť a skúsenosti. Profesionálni podlahári zvárajú PVC podlahy najmä teplovzdušne. Je to najpevnejšia variantou, ako PVC podlahu spojiť. Týmto spôsobom sa kladie obchodné a poloobchodné linoleum, najmä ak sa to plánuje na veľkej ploche. Niekedy sa na vytvorenie dekoratívnych vzorov a aplikácií používa zváranie za tepla. Pri horkom zváraní v jednej ruke držíte zváraciu šnúru, v druhej zváraciu pištoľ. Tá má nástavec - zváraciu hubicu či botku, do ktorej je zváracia šnúra alebo drôt zavedená. Všetky tri časti sa vďaka horúcemu vzduchu spoja k sebe a vznikne pevný spoj. Pokiaľ svár urobíte kvalitne, docielite permanentného, vodotesného spojenia.
Postup pri teplovzdušnom zváraní:
- Po nalepení PVC podlahovín v roliach je nutné všetky spoje zvariť zvarovou šnúrou.
- Pred samotným zváraním spojov je potrebné vo všetkých spojoch urobiť drážky do hĺbky 2/3 hrúbky samotného PVC. Drážkovanie sa robí z toho dôvodu, aby vznikol priestor pre zvarovú šnúru. Pre profesionálne frézovanie je potrebné použiť špeciálny frézovací bit, ktorý vytvára rovnomernú drážku, ktorá sa rovná šírke aj hĺbke.
- Na samotné zváranie spojov je nutné použiť zváračku so špeciálnou tryskou, do ktorej sa vloží zvarová šnúra, ktorá je zváračkou natavená a pritláčaná do pred tavenej drážky.
- Ďalší krok je práca so sušičom vlasov (horkovzdušnou pištoľou). Vložte polymérny kábel do vhodnej trysky, aby sa zahrial pri prechode sušičom vlasov.
- Prebytočnú živicu odstráňte nožom v tvare štvrťmesiaca.
Pri teplovzdušnom zváraní sa používa horkovzdušná pištoľ s tryskou a nástavcom, so zavedenou zváracou šnúrou alebo PVC drôtom. Zváracie PVC šnúry existujú jednofarebné aj reflexné. V takom prípade je spoj viditeľný, čo môže byť súčasťou dekorácie.

3. Zváranie pomocou polymérnej pásky
Ďalšia metóda zvárania za tepla je pomocou polymérnej pásky. Pre neho budete potrebovať špeciálny prístroj, ktorý funguje na princípe žehličky. Páska plní ochrannú funkciu, musí byť priložená na spoj a poháňaná pozdĺž tejto „žehličky“, kým sa horná časť okrajov linolea neroztopí.
Ďalšie metódy spájania PVC podláh
Hoci zváranie je preferovanou metódou pre profesionálne výsledky, existujú aj iné spôsoby spájania linolea:
1. Lepenie
Pri lepení záťažových PVC podláh je nutné dodržiavať určité zásady. Podlahovinu z PVC, či už v pásoch, alebo štvorcoch, je vhodné nalepiť ľahko spracovateľným disperzným lepidlom určeným na tento účel. Lepenie lepidlom je najistejšie pripevnenie PVC k podkladu a odporúčame ho hlavne dohodne zaťažovaných miestností. Lepidlo zabráni tomu, aby sa na PVC vplyvom používania vytvorili hrče alebo sa krytina posunula.
Postup lepenia:
- Podklad sa pred lepením podlahovej krytiny dôkladne povysáva priemyselným vysávačom, aby bol bez prachu a oddeliteľných vrstiev. Zároveň musí byť suchý, tvarovo stabilný, bez mastnôt a olejov.
- Lepidlo sa rozotrie celoplošne v rovnomernej vrstve pomocou vhodnej zubovej stierky.
- Podlahovina sa položí do vlhkého lôžka lepidla a dôkladne sa pritlačí.
- Jednotlivé pásy podlahovej krytiny sa kladú tesne vedľa seba na zraz. Vzájomne sa neprekrývajú.
- Celá plocha sa dôkladne prevalcuje.
Pri lepení je dôležité myslieť na stálu teplotu v miestnosti pri pokládke (ideálna je 18 °C).
2. Použitie obojstrannej pásky
Obojstrannú pásku najskôr prilepte po obvode miestnosti. Ďalšie body fixácie lina páskou sú uprostred miestnosti a tiež v miestach najvyššej záťaže. Stiahnite z pásky ochrannej fólie a lino na pásku pomaly a starostlivo položte a poriadne pritlačte. Obojstranná lepiaca páska je vhodná na upevnenie viacerých pruhov lina vedľa seba. V takom prípade položíte prvý pás lina, spoj podlepíte obojstrannou páskou, z ktorej strhnete ochrannú fóliu, aby začala lepiť aj z druhej strany. Na druhú stranu pripevnenie nie je tak pevné, ako keď použijete lepidlo.
Čo si dať naozaj pozor pri napájaní linolea/PVC?
- Základom je postrážiť si, aby všetky pásy, ktoré budete k sebe napájať, pochádzali z rovnakej výrobnej role (šarže). Aj keď ide o rovnaký dekor, jednotlivé roly sa môžu jemne líšiť odtieňom.
- Rovnako tak výrazne neodporúčame napájať pásy z rôznych šíri (napríklad 300 a 400 cm).
- Pri pokládke viacerých kusov PVC v unidekore vedľa seba je nutné pri šírke 400 cm jednotlivé kusy otáčať o 180 stupňov, inak dochádza k rozdielnemu odtieňovému efektu. Toto neplatí pre unidekory v šírkach 200 a 300 cm, ktoré sa pokladajú v rovnakom smere.
- Pri štandardných drevených dekoroch pokladajte pásy PVC vždy rovnakým smerom.
Špecifické metódy zvárania plastov
Okrem zvárania PVC podláh existuje mnoho ďalších špecializovaných techník zvárania plastov, ktoré sa používajú v rôznych priemyselných odvetviach:
- Zváranie horúcim plynom (horúcim vzduchom)
Špeciálne navrhnutá teplovzdušná pištoľ, nazývaná teplovzdušná zváračka, vytvára prúd horúceho vzduchu, ktorý zmäkčuje diely, ktoré sa majú spájať, aj plastovú výplňovú tyč, pričom všetky musia byť z rovnakého alebo veľmi podobného plastu (výnimkou z tohto pravidla je zváranie PVC s akrylom). Zváranie horúcim vzduchom/plynom je bežnou výrobnou technikou na výrobu menších predmetov, ako sú chemické nádrže, vodné nádrže, výmenníky tepla a vodovodné armatúry. V prípade pásov a fólií sa nesmie použiť výplň. Dve plastové fólie sa zahrievajú pomocou horúceho plynu (alebo vykurovacieho telesa) a potom sa zrolujú. Ide o rýchly proces zvárania a možno ho vykonávať nepretržite. Tieto zváracie techniky sa postupom času zdokonaľovali a už viac ako 50 rokov ich používajú profesionálni výrobcovia plastov a opravári na celom svete.
- Rýchlostné zváranie hrotom
Pri rýchlom zváraní je zváračka plastov, vzhľadom a výkonom podobná spájkovačke, vybavená podávacou trubicou pre plastovú zvarovú tyč. Speed tip ohrieva tyč a substrát, pričom súčasne tlačí tyč roztaveného zvaru do polohy. Do spoja sa vloží pásik z mäkčeného plastu a diely a zvarová tyč sa spoja. Pri niektorých typoch plastov, ako je polypropylén, sa musí roztavená zváracia tyč „zmiešať“ s poloroztaveným základným materiálom, ktorý sa vyrába alebo opravuje. Metóda rýchleho zvárania hrotom je oveľa rýchlejšia zváracia technika a s praxou sa dá použiť v úzkych rohoch. Verzia rýchlostnej „pištole“ je v podstate spájkovačka so širokým plochým hrotom, ktorú možno použiť na roztavenie zvarového spoja a prídavného materiálu na vytvorenie spojenia.
- Vytláčacie zváranie (Extrudné zváranie)
Extrudné zváranie umožňuje aplikáciu väčších zvarov v jednom zvarovom prechode. Je to preferovaná technika na spájanie materiálu s hrúbkou nad 6 mm. Zváracia tyč je vtiahnutá do miniatúrneho ručného plastového extrudéra, plastifikovaná a vytlačená z extrudéra proti spájaným častiam, ktoré sú zmäkčené prúdom horúceho vzduchu, aby sa umožnilo spojenie.
- Kontaktné zváranie
Je to rovnaké ako bodové zváranie s tým rozdielom, že teplo je dodávané tepelným vedením hrotov pinče namiesto elektrického vedenia. Dve plastové časti sa spoja, kde ich zahriate hroty zovrú, roztavia sa a spoja.
- Zváranie horúcou doskou
V súvislosti s kontaktným zváraním sa táto technika používa na zváranie väčších dielov alebo dielov, ktoré majú zložitú geometriu zvarového spoja. Dve časti, ktoré sa majú zvárať, sú umiestnené v nástrojoch pripevnených k dvom protiľahlým doskám lisu. Horúca platňa s tvarom, ktorý sa zhoduje s geometriou zvarového spoja dielov, ktoré sa majú zvárať, sa posunie do polohy medzi týmito dvoma dielmi. Dve protiľahlé platne posúvajú časti do kontaktu s horúcou platňou, kým teplo nezmäkne rozhrania na teplotu topenia plastu. Keď sa dosiahne tento stav, horúca platňa sa odstráni a diely sa stlačia k sebe a držia sa, kým zvarový spoj nevychladne a znova nestuhne, aby sa vytvoril trvalý spoj. Zariadenie na zváranie horúcimi doskami je zvyčajne ovládané pneumaticky, hydraulicky alebo elektricky pomocou servomotorov. Tento proces sa používa na zváranie komponentov pod kapotou automobilov, komponentov obloženia interiéru automobilov, zdravotníckych filtračných zariadení, komponentov spotrebných spotrebičov a iných komponentov interiéru automobilov.
- Vysokofrekvenčné zváranie (dielektrické tesnenie)
Vysokofrekvenčné zváranie, tiež známe ako dielektrické tesnenie alebo vysokofrekvenčné tepelné tesnenie (RF), je veľmi vyspelá technológia, ktorá existuje už od 40. rokov minulého storočia. Vysokofrekvenčné elektromagnetické vlny v rozsahu rádiových frekvencií môžu zahriať určité polyméry až do zmäkčenia plastov na spájanie. Vyhrievané plasty sú pod tlakom zvarené. Teplo sa generuje v polyméri rýchlou reorientáciou niektorých chemických dipólov polyméru, čo znamená, že zahrievanie môže byť lokalizované a proces môže byť kontinuálny.
- Indukčné zváranie
Keď je elektrický izolátor, ako je plast, zaliaty materiálom s vysokou elektrickou vodivosťou, ako sú kovy alebo uhlíkové vlákna, možno vykonať indukčné zváranie. Zváracie zariadenie obsahuje indukčnú cievku, ktorá je napájaná vysokofrekvenčným elektrickým prúdom. To vytvára elektromagnetické pole, ktoré pôsobí buď na elektricky vodivý alebo feromagnetický obrobok. V elektricky vodivom obrobku je hlavným zahrievacím účinkom odporové zahrievanie, ktoré je spôsobené indukovanými prúdmi nazývanými vírivé prúdy. Indukčné zváranie termoplastických materiálov vystužených uhlíkovými vláknami je technológia bežne používaná napríklad v leteckom priemysle. Vo feromagnetickom obrobku môžu byť plasty indukčne zvárané ich formulovaním s kovovými alebo feromagnetickými zlúčeninami, nazývanými susceptory. Tieto susceptory absorbujú elektromagnetickú energiu z indukčnej cievky, zahrievajú sa a tepelným vedením strácajú svoju tepelnú energiu do okolitého materiálu.
- Zváranie vstrekovaním
Zváranie vstrekovaním je podobné/identické s extrúznym zváraním, až na to, že pri použití určitých hrotov na ručnej zváračke je možné hrot vložiť do plastových defektných otvorov rôznych veľkostí a zalepiť ich zvnútra von. Výhodou je, že nie je potrebný žiadny prístup k zadnej časti otvoru defektu. Alternatívou je záplata, okrem toho, že záplatu nie je možné obrúsiť v jednej rovine s pôvodným okolitým plastom na rovnakú hrúbku. Pre tento typ procesu sú najvhodnejšie PE a PP. Príkladom takého nástroja je Drader injectiweld.
- Ultrazvukové zváranie
Pri ultrazvukovom zváraní sa používajú vysokofrekvenčné (15 kHz až 40 kHz) vibrácie s nízkou amplitúdou na vytváranie tepla prostredníctvom trenia medzi spájanými materiálmi. Rozhranie dvoch častí je špeciálne navrhnuté tak, aby koncentrovalo energiu pre maximálnu pevnosť zvaru. Ultrazvuk je možné použiť na takmer všetky plastové materiály. Je to najrýchlejšia dostupná technológia tepelného tesnenia.
- Trecie zváranie
Pri zváraní trením sa dve časti, ktoré sa majú zostaviť, o seba trú pri nižšej frekvencii (zvyčajne 100 - 300 Hz) a vyššej amplitúde (zvyčajne 1 až 2 mm (0,039 až 0,079 palca)) ako pri ultrazvukovom zváraní. Trenie spôsobené pohybom v kombinácii so zvieracím tlakom medzi oboma časťami vytvára teplo, ktoré začína taviť kontaktné plochy medzi oboma časťami. V tomto bode plastifikované materiály začnú vytvárať vrstvy, ktoré sa navzájom prepletajú, čo vedie k silnému zvaru. Po dokončení vibračného pohybu zostávajú diely držané pohromade, kým zvarový spoj nevychladne a roztavený plast znova nestuhne. Trecí pohyb môže byť lineárny alebo orbitálny a konštrukcia spoja oboch častí musí tento pohyb umožňovať.
- Rotačné zváranie
Rotačné zváranie je zvláštna forma zvárania trením. Pri tomto procese je jeden komponent s okrúhlym zvarovým spojom držaný nehybne, zatiaľ čo protiľahlý komponent sa otáča vysokou rýchlosťou a pritláča sa k stacionárnemu komponentu. Rotačné trenie medzi týmito dvoma komponentmi vytvára teplo. Akonáhle spojovacie povrchy dosiahnu poloroztavený stav, spriadací komponent sa náhle zastaví. Sila pôsobiaca na dva komponenty je udržiavaná, kým zvarový spoj nevychladne a znova nestuhne. Toto je bežný spôsob výroby plastových kolies s nízkou a strednou záťažou, napr. pre hračky, nákupné vozíky, recyklačné koše atď. Tento proces sa používa aj na zváranie rôznych otvorov do automobilových komponentov pod kapotou.
- Laserové zváranie
Táto technika vyžaduje, aby jedna časť bola priepustná pre laserový lúč a druhá časť bola absorbujúca alebo aby povlak na rozhraní absorboval lúč. Tieto dve časti sú vystavené tlaku, zatiaľ čo sa laserový lúč pohybuje pozdĺž spojovacej línie. Lúč prechádza cez prvú časť a je absorbovaný druhou časťou alebo povlakom, aby vytvoril dostatok tepla na zmäkčenie rozhrania, čím sa vytvorí trvalý zvar. Polovodičové diódové lasery sa zvyčajne používajú pri zváraní plastov. Vlnové dĺžky v rozsahu 808 nm až 980 nm je možné použiť na spájanie rôznych kombinácií plastových materiálov. V závislosti od materiálov, hrúbky a požadovanej rýchlosti procesu sú potrebné úrovne výkonu od menej ako 1 W do 100 W.
- Zváranie rozpúšťadlom
Pri zváraní rozpúšťadlom sa používa rozpúšťadlo, ktoré môže dočasne rozpustiť polymér pri izbovej teplote. Keď k tomu dôjde, polymérne reťazce sa môžu voľne pohybovať v kvapaline a môžu sa miešať s inými podobne rozpustenými reťazcami v druhej zložke. Po dostatočnom čase bude rozpúšťadlo prenikať cez polymér a von do prostredia, takže reťazce stratia svoju pohyblivosť. Vznikne tuhá hmota zapletených polymérnych reťazcov, ktorá tvorí rozpúšťadlový zvar. Táto technika sa bežne používa na spájanie rúr z PVC a ABS, ako v domácnostiach. „Zlepovanie“ plastových (polykarbonátových, polystyrénových alebo ABS) modelov je tiež procesom zvárania rozpúšťadlom.

Bezpečnosť a bežné problémy pri zváraní
Zváranie plastov, hoci odlišné od zvárania kovov, si rovnako vyžaduje dodržiavanie bezpečnostných zásad a vedomosti o možných chybách.
Bezpečnosť zvárania
Zabezpečiť bezpečnosť zvárania je nevyhnutná, aby sa predišlo nehodám a zraneniu osôb. Pred začatím práce je potrebné pripraviť bezpečné pracovné miesto, čo znamená mať stôl alebo podperu, kde môžete zvárať stabilným spôsobom a na mieste s vetraním. Tiež sa vyhnite tomu, aby ste mali v blízkosti horľavé produkty.
- Používajte OOP (osobné ochranné prostriedky): Skladajú sa z masky na ochranu očí, rukavíc na ruky, obuvi s izolačnou podrážkou a dlhého oblečenia, aby sa zabránilo popáleniu pokožky.
- Dobre vetraný priestor: Pracujte v priestore s dobrým vetraním, aby ste zabránili hromadeniu výparov a toxických plynov.
- Hasiaci prístroj a prvá pomoc: Majte po ruke vhodný hasiaci prístroj a lekárničku pre prípad núdze.

Príprava dielov a nastavenie
Pred zváraním je dôležité odstrániť všetky nečistoty, hrdzu, nátery, ako je farba, mastnota atď., ktoré môžu mať dva spájané povrchy. Regulovať intenzitu prúdu alebo prúd je ďalšou zo základných otázok, ako urobiť dobrý zvar. Mnohí sú veľmi stratení, keď začnú zvárať, pokiaľ ide o výber intenzity prúdu, ale mnohokrát je to otázka pokusov a omylov. Všeobecne platí a ľahký trik na výber intenzity prúdu v závislosti od elektródy (pre kovové zváranie), v prípade, že túto tabuľku nemáte po ruke, je jednoducho vynásobenie priemeru elektródy x35, aby ste získali maximálny ampér. Napríklad, ak máme elektródu s priemerom 2.5 mm, bolo by to 2.5 × 35 = 87 A, čo by zaokrúhlené bolo asi 90 A. Pre zváranie plastov sú dôležité aj hrúbka závitu a voľba správneho prídavného materiálu.
Typy zváracích materiálov (prídavných materiálov)
Pri zváraní plastov sa používajú špeciálne zváracie drôty alebo tyče, ktoré sú často z rovnakého materiálu ako spájané diely.
- Masívne alebo pevné drôty: Sú vyrobené z jedného polyméru, často s podobným zložením ako základný materiál. Používajú sa na spájanie tenkých materiálov.
- Rúrkové alebo jadrové drôty: Pri plastoch sú to skôr kompozitné materiály, ktoré môžu obsahovať rôzne prísady na zlepšenie vlastností spoja.
Bežné problémy a chyby pri zváraní
Pri zváraní sa môžu vyskytnúť rôzne problémy, ktoré ovplyvňujú kvalitu a pevnosť spoja:
- Zlý vzhľad šnúry: Tento problém môže byť spôsobený prehriatím, nevhodným výberom prídavného materiálu, chybným pripojením alebo nesprávnym prúdom/teplotou.
- Nadmerný rozstrek: Pri zváraní plastov to môže znamenať rozptýlenie roztaveného materiálu, čo je pravdepodobne spôsobené príliš vysokou teplotou alebo tlakom.
- Nadmerná penetrácia: Za týchto okolností je hlavným problémom zvyčajne nevhodná poloha zváracieho nástroja alebo tyče.
- Prasknutý zvar: Praskanie vo zvare vzniká v dôsledku nesprávneho vzťahu medzi veľkosťou zvaru a spájaných častí, výsledkom čoho je tuhý spoj.
- Krehký alebo krehký zvar: Toto je jeden z najvážnejších problémov pri zváraní, pretože môže mať negatívny vplyv na konečnú kvalitu dielov. Príčiny môžu siahať od nesprávneho výberu prídavného materiálu až po nedostatočné tepelné spracovanie alebo nedostatočné chladenie.
- Skreslenie: Táto chyba môže byť spôsobená zlým počiatočným dizajnom alebo nezohľadnením zmršťovania materiálov, čo vedie k zlej väzbe a v niektorých prípadoch k prehriatiu.
- Slabé tavenie a deformácia: Tieto problémy sú spôsobené nerovnomerným ohrevom alebo nesprávnym poradím prevádzky, čo vedie k nesprávnemu zmršťovaniu dielov.
- Podkopané: Tento problém je zvyčajne výsledkom nesprávneho výberu prídavného materiálu alebo nesprávneho zaobchádzania s ním, prípadne použitia príliš vysokej intenzity tepla.
- Pórovitosť: môže sa objaviť v dôsledku zmesi nežiaducich látok s roztaveným plastom, keď prechádza niekoľkokrát bez toho, aby sa nečistoty najskôr odstránili, v dôsledku kontaminácie materiálu počas procesu atď.