Stojíš pred úplne novým ohraňovacím lisom Durma a ťukáš do toho jasného, lesklého dotykového displeja. Naprogramuješ ohyb o 90 stupňov na 10-stopovej dĺžke štvrťpalcového plechu z ocele AR400. Softvér vypočíta hĺbku, zadný doraz sa cvaknutím posunie na miesto a displej sebavedomo sľubuje presnosť ±0,2 stupňa. Potom vytiahneš diel, položíš naň uhlomer a znehybnieš. Obe konce sú presne na 90 stupňoch - ale stred sa rozchádza na 92. Neklamal. Rozoberme si, čo ten počítač vlastne robí.
Slepota moderných CNC systémov
Moderné CNC riadiace jednotky sú výnimočné kalkulačky - no v podstate sú slepé. Keď naprogramuješ ohyb, softvér predpokladá, že tvoje valce Y1 a Y2 sú dokonale synchronizované, lôžko je úplne rovné a razník vchádza do V-matice s úplne rovnomernou silou. Teraz to porovnaj s realitou. Riadiaca jednotka zavedie baran do presne naprogramovanej hĺbky, ale pretože sa nástroje kompresii, čiastočne deformujú, materiál sa netlačí tak ďaleko, ako predpokladal výpočet.
Každý ohraňovací lis na pracovnej ploche má svoj štrukturálny strop. Vezmi 150-tonový stroj a nechaj ho bežať na 140 tonách. Pri takomto zaťažení sa bočné rámy začnú pod obrovským napätím naťahovať. Keď majú výrobcovia zlý ohyb, ich prvý inštinkt je ponoriť sa do riadiacej jednotky a začať upravovať tabuľky korekcie uhla. Snažia sa chybu dohnať softvérovo. Ale riadiaci systém môže optimalizovať len v rámci konštrukčných možností, ktoré samotný stroj poskytuje. Ak sa tvoj rám pri plnom zaťažení prirodzene ohne o 0,3 stupňa, požadovať od softvéru toleranciu ±0,1 stupňa je márne.
Zetor sa zbavuje traktorov (1987)
Fyzika deformácie: Keď sa stroj „nadýchne“
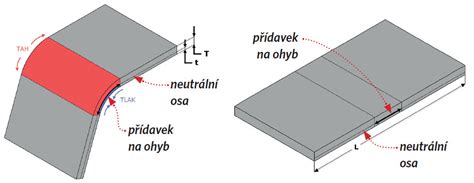
Keď stlačíš pedál a začne rásť tonáž, celý ohraňovací lis sa „nadýchne“. Valce tlačia nadol, bočné rámy sa naťahujú nahor a lôžko sa prehýba v strede. Toto nie je pevné kovadlo - je to živá, pružná chrbtica, ktorá nesie obrovské zaťaženie. Ohraňovacie lisy nestaviame tak, aby boli dokonale tuhé, pretože odolávať takej miere priehybu vyžadovalo by absurdne hrubú oceľ. Namiesto toho ich navrhujeme tak, aby sa deformovali riadeným, predvídateľným spôsobom.
Kľúčové faktory ovplyvňujúce presnosť:
- Výchylka hrdla: Keď sa hrdlo otvára pri ťahovom napätí, horný nosník sa posúva dozadu voči spodnému lôžku.
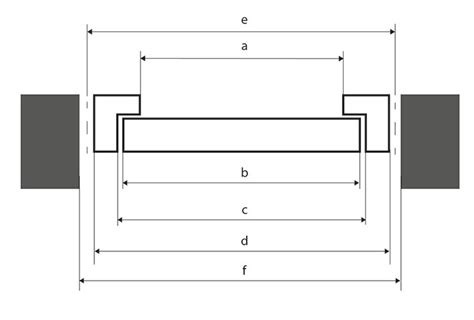
- Efekt kanoe: Beran sa prehne nahor, stôl nadol, čím sa v strede stroja zväčší medzera medzi nástrojmi.
- Asymetrické zaťaženie: Pri ohýbaní mimo stred vzniká šmykové napätie, ktoré krúti konštrukciu.
| Jav | Prejav na diele | Príčina |
|---|---|---|
| Efekt kanoe | Otvorený uhol v strede | Priehyb berana a stola |
| Výchylka hrdla | Posun osi ohybu | Naťahovanie bočných rámov |
| Torzia rámu | Nerovnomerný uhol po šírke | Excentrické zaťaženie |
Konštrukčné rozdiely: Rám typu C vs. H
Rám typu C dominuje na trhu z jedného jednoduchého dôvodu: univerzálnosti. Hotovú škatuľu môžete vysunúť priamo z boku stroja bez nárazu do stĺpika. Konštrukčne však rám typu C predstavuje kompromisné riešenie - otvorenú slučku, ktorá sa spolieha na hrúbku bočných dosiek. Rám typu O (alebo H) vytvára uzavretú štrukturálnu slučku. Jeho bočné stĺpiky sú spojené hore aj dole, čím sa vytvára pevný box, ktorý vedie silu v rámci konštrukcie. Výsledkom je dramaticky vyššia tuhosť, pretože tlakové zaťaženie putuje priamo dolu cez stĺpiky.
Pozor na rezolučný prah a nástroje
Pretrváva mýtus, že 300-tonová ohýbačka je automaticky lepšia než 100-tonový stroj. Takýto spôsob uvažovania je riskantný. Rám navrhnutý pre extrémne tlakové zaťaženia často postráda citlivosť potrebnú pre presnú prácu. Keď používate vysokotonážny stroj na tenký materiál, narazíte na „rezolučný prah“ hydraulického systému. Ešte kritickejšie, vystavujete riziku vaše nástroje. Masívny rám je nekompromisný - nezakryje chyby v nastavení. Ak zatlačíte tenký razník do V-matice na tuhý 300-tonový rám, konštrukcia sa neprehne, aby pohltila chybu. Nástroj to spraví.
Moderné elektrohydraulické servosystémy úplne odstraňujú torznú tyč. Špičkový ohraňovací lis je vybavený lineárnymi sklenenými mierkami namontovanými na nezávislých bočných rámoch, ktoré merajú skutočnú polohu piestu s presnosťou až na 0,005 mm. Presne preto lacné stroje s jednoduchými senzormi nikdy spoľahlivo nedokážu udržať tolerancie ±0,05 mm, bez ohľadu na to, akú veľkú hrubú hydraulickú silu majú.