Kovanie je jednou z najstarších a zároveň neustále sa vyvíjajúcich metód spracovania kovov, ktorá zohráva kľúčovú úlohu v rôznych priemyselných odvetviach. Vo svojej podstate ide o použitie strojov na vyvíjanie tlaku na kovový polotovar, čím sa vytvára plastická deformácia na získanie výkovkov s určitými mechanickými vlastnosťami, tvarmi a veľkosťami. Kovanie, spolu s lisovaním, tvorí jednu z dvoch hlavných súčastí tohto typu spracovania.
Jednou z hlavných výhod kovania je jeho schopnosť eliminovať vady, ako napríklad uvoľnenie odliatku alebo iné chyby spôsobené kovom v procese tavenia. Vďaka tomuto procesu dochádza k optimalizácii mikroštruktúry materiálu. Zároveň, z dôvodu zachovania kompletných kovových prúdových potrubí, sú mechanické vlastnosti výkovkov všeobecne lepšie ako vlastnosti odliatkov z rovnakého materiálu.
Typy kovania a ich charakteristiky
Podľa tvarovacieho mechanizmu možno kovanie rozdeliť na niekoľko základných typov, z ktorých každý má svoje špecifické nástroje a aplikácie.
Voľné kovanie
Voľným kovaním rozumieme kovanie, pri ktorom výkovok nadobudne svoj tvar kombináciou základných kováčskych operácií bez použitia kováčskych foriem. Táto metóda spracovania výkovkov využíva jednoduché univerzálne nástroje. Zahŕňa priame pôsobenie vonkajšej sily na polotovar medzi hornú a spodnú nákovu kovacieho zariadenia na deformáciu polotovaru a získanie požadovanej geometrie a vnútornej hmotnosti.
Voľné kovanie sa hodí najmä na výrobu výkovkov v malých dávkach. Kovacie nástroje sú jednoduchého tvaru, obvykle sú nimi rovinné, tvarové alebo kombinované kovadlá. Na tvarovanie polotovarov a získavanie kvalifikovaných výkovkov sa používajú kovacie zariadenia, ako sú kovacie kladivá a hydraulické lisy. Ručné kovanie sa realizuje na nákove pomocou kováčskeho náradia, pričom spôsob použitia jednoduchých ručných nástrojov na deformáciu polotovaru sa nazýva ručné voľné kovanie.
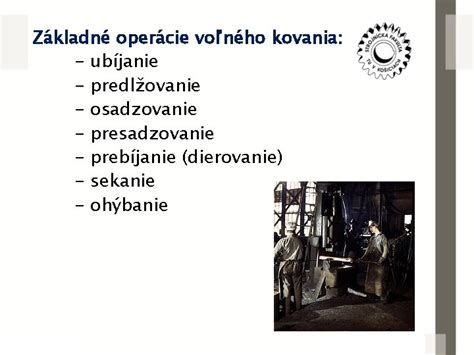
Medzi základné procesy voľného kovania patrí:
- Ubíjanie
- Vyťahovanie
- Dierovanie
- Rezanie
- Ohýbanie
- Krútenie
- Striedanie
- Kováčske zváranie
Zložité výkovky sa zvyčajne vyrábajú kombináciou týchto jednoduchých kováčskych prác. Voľné kovanie typicky využíva metódu kovania za tepla.
Zápustkové kovanie
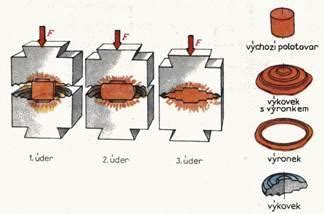
Zápustkové kovanie je proces, pri ktorom výrobok dostáva svoj tvar v dutine zápustky. Materiál je úderom vtlačený do zápustkovej formy a tým prevezme jej tvar. Ide o tvárniaci proces, pri ktorom sa mení polotovar na výkovok v jednej alebo viacerých dutinách tvárniaceho nástroja - zápustky.
Zápustka je dvojdielna kovová forma s dutinou, ktorá má tvar budúceho výkovku. Jeden diel zápustky je pevný (na nákove), druhý sa priloží na výkovok a úderom naň sa forma spojí. Niekedy je zápustka priamo súčasťou kovacieho stroja. Tok materiálu je riadený tvarom zápustiek, čo zabezpečuje vyššiu presnosť a lepšiu uplatniteľnosť v sériovej výrobe v porovnaní s voľným kovaním. Zápustkové kovanie sa všeobecne používa na výrobu dielov s malou hmotnosťou a veľkých sérií.
Zápustkové kovanie sa delí na:
- Otvorené zápustkové kovanie: Kov je umiestnený medzi dve ploché alebo tvarované matrice, ktoré ho úplne neobklopujú.
- Uzavreté zápustkové kovanie: Kov je umiestnený v matrici, ktorá ho úplne uzatvára. Uzavreté zápustkové kovanie a uzavreté ubíjacie kovanie sú pokročilé procesy, kde neexistuje letmá hrana, čo vedie k vyššej miere využitia materiálu. Tento typ je vhodný pre výrobu veľkoobjemových zložitých dielov s úzkymi toleranciami, ako sú ozubené kolesá a lopatky turbíny.
V porovnaní s voľným kovaním sú dosahované rozmery výrobku presnejšie a povrch je kvalitnejší, s menšou drsnosťou. Akosť výkovkov zhotovených zápustkovým kovaním je lepšia, avšak nie vždy vyhovuje požiadavkám kladeným na výsledný produkt, a tak je povrch často potrebné ďalej opracovať. Pre toto dodatočné spracovanie tvaru sa k rozmerom pridávajú prídavky na obrábanie.
Zápustkové kovanie sa tiež rozlišuje podľa teploty na kovanie za tepla, za poloohrevu a za studena. Podľa materiálu sa delí na zápustkové kovanie zo železných kovov, z neželezných kovov a lisovanie práškových výrobkov. Extrúzia, ktorá sa delí na extrúziu ťažkých a ľahkých kovov, patrí rovnako k zápustkovému kovaniu.
Valcovanie krúžkov
Prstencové valcovanie sa týka výroby prstencových dielov rôznych priemerov pomocou špeciálneho valcovacieho stroja. Používa sa na výrobu dielov v tvare kolesa, ako sú náboje automobilov a kolesá vlakov.
Špeciálne kovanie
Špeciálne kovanie zahŕňa valcovacie kovanie, priečne klinové valcovanie, radiálne kovanie, tekuté zápustkové kovanie a iné spôsoby kovania. Tieto metódy sú vhodnejšie na výrobu dielov so špeciálnymi tvarmi. Napríklad valcovacie kovanie slúži ako efektívny proces predformovania na výrazné zníženie následného formovacieho tlaku, zatiaľ čo priečne klinové valcovanie dokáže produkovať oceľové guľôčky a hriadele prevodovky.
Podľa režimu pohybu kovacej formy možno kovanie rozdeliť na kyvadlové valcovanie, kyvadlové rotačné kovanie, valcové kovanie, klinové valcovanie, valčekový krúžok a šikmé valcovanie. Kyvadlové valcovanie, kyvné rotačné kovanie a valcovanie krúžkov sú vhodné aj pre presné kovanie.
Kovacie materiály
Materiály na kovanie sú predovšetkým uhlíkové ocele a legované ocele rôznych zložiek, ďalej hliník, horčík, meď, titán a ich zliatiny. Pôvodný stav materiálu zahŕňa tyčový materiál, ingot, kovový prášok a tekutý kov.
- Tyčový materiál: Malé a stredne veľké výkovky spravidla používajú ako polotovary okrúhle alebo štvorcové tyče. Je dôležité, aby štruktúra zrna a mechanické vlastnosti tyče boli jednotné a dobré, tvar a veľkosť presné a kvalita povrchu dobrá, čo je vhodné pre hromadnú výrobu.
- Ingoty: Ingoty sa používajú len na veľké výkovky. Sú to liate štruktúry s veľkými stĺpcovými kryštálmi a voľnými stredmi, ktoré je potrebné rozbiť na jemné zrná pomocou veľkej plastickej deformácie a zhutniť, aby sa získala vynikajúca kovová štruktúra.
- Kovový prášok: Prefabrikáty práškovej metalurgie, vytvorené lisovaním a spekaním, je možné zhotoviť na práškové výkovky pomocou bezúletového zápustkového kovania za tepla. Kovací prášok dosahuje hustotu bežných zápustkových výkovkov, má dobré mechanické vlastnosti a vysokú presnosť, čo môže znížiť následné spracovanie rezaním.
- Tekutý kov: Na tekutý kov naliaty do dutiny formy sa aplikuje statický tlak, aby stuhol, kryštalizoval, tiekol, plasticky sa deformoval a formoval pod tlakom, čím sa dosiahne požadovaný tvar a výkon zápustkového výkovku. Kovanie z tekutého kovu je formovacia metóda medzi tlakovým liatím a kovaním, vhodná najmä pre zložité tenkostenné diely.
Okrem bežných materiálov sa kujú alebo valcujú aj superzliatiny na báze železa, niklu a kobaltu. Avšak, vzhľadom na ich relatívne úzku plastovú oblasť, je ich kovanie pomerne náročné.
Priebeh procesu kovania
Rôzne spôsoby kovania majú rôzne procesy. Spomedzi nich má proces kovania za tepla najdlhší priebeh. Všeobecná postupnosť je nasledovná:
- Orezanie polotovaru
- Ohrev polotovaru
- Príprava polotovaru na kovanie valcovaním
- Tvárnenie v zápustke (zápustkové kovanie)
- Orezávanie
- Dierovanie
- Korekcia/narovnávanie
- Medzikontrola, kontrola rozmerov a povrchových chýb výkovkov
- Tepelné spracovanie výkovkov (na odstránenie napätia, zlepšenie rezného výkonu kovu)
- Čistenie (hlavne na odstránenie povrchových oxidov)
- Korekcia
- Kontrola (vzhľadu a tvrdosti, pri dôležitých výkovkoch aj chemického zloženia, mechanických vlastností, zvyškového napätia a nedeštruktívneho skúšania)
Kovacie zariadenia a formy
Kovacie zariadenia zahŕňajú rôzne typy strojov, ako sú kovacie kladivá a hydraulické lisy, ktoré vyvíjajú tlak na kov. Podľa spôsobu pohybu kovacej formy možno kovacie zariadenie rozdeliť do štyroch hlavných foriem:
- Forma obmedzujúcej kovacej sily: Napríklad hydraulický lis, ktorý priamo poháňa posúvač hydraulickým tlakom.
- Metóda obmedzenia kvázi zdvihu: Hydraulický lis s hydraulickou hnacou kľukou a mechanizmom ojnice.
- Režim obmedzenia zdvihu: Mechanický lis s kľukou, ojnicou a klinovým mechanizmom poháňajúcim posúvač.
- Metóda obmedzenia energie: Používa skrutkový a trecí lis so skrutkovým mechanizmom.
Pre dosiahnutie vysokej presnosti je nevyhnutné venovať pozornosť zabráneniu preťaženiu v dolnej úvrati a kontrolovať rýchlosť a polohu formy, pretože to ovplyvňuje tolerancie kovania, presnosť tvaru a životnosť formy. Dôležité je tiež nastavenie medzery vodiacej koľajnice posúvača, zabezpečenie tuhosti a použitie pomocných prevodových zariadení.
Výhody kovania a porovnanie s odlievaním
Kovanie predstavuje tvárniace postupy, pri ktorých sa mení polovýrobok na výkovok medzi dvoma proti sebe sa pohybujúcimi kovacími nástrojmi. Kovať možno iba tvárne kovy, ktoré znesú v tuhom stave pomerne veľké presuny častíc bez prerušenia súvislosti. Kovanie môže zlepšiť vlastnosti samotného kovu, pretože chyby a medzery vo vnútri kovového polotovaru sú odstránené počas procesu kovania.
V porovnaní s odliatkami môže kov po kovaní výrazne vylepšiť svoju štruktúru a mechanické vlastnosti. Po deformácii odlievacej štruktúry metódou kovania sa pôvodné hrubé dendrity a stĺpovité zrná stávajú rovnomerne rekryštalizovanou štruktúrou s jemnejšími zrnami a jednotnou veľkosťou. To vedie k zhutneniu a zváraniu voľnosti, pórov, troskových inklúzií a iných segregácií, čím sa štruktúra stáva kompaktnejšou a zlepšujú sa plastické a mechanické vlastnosti kovu. Mechanické vlastnosti odliatkov sú nižšie ako u výkovkov z rovnakého materiálu.
Okrem toho proces kovania zaisťuje kontinuitu štruktúry kovových vlákien, udržiavajúc vláknovú štruktúru výkovku v súlade s jeho tvarom. Táto úplne dokončená kovová vedená štruktúra môže zabezpečiť, že diely majú dobré mechanické vlastnosti a dlhú životnosť.
Klasifikácia kovania podľa teploty
Kovanie sa klasifikuje aj podľa teplôt, ktoré pri ňom vznikajú, na tvárnenie za tepla, za poloohrevu a za studena.
- Tvárnenie za studena: Vykonáva sa pod rekryštalizačnou teplotou. Materiál je pevnejší a umožňuje presnejšie obrobenie. Je ideálne na výrobu bezpečnostných súčastí v leteckom a automobilovom priemysle vďaka odolnosti voči vysokému mechanickému namáhaniu.
- Tvárnenie za poloohrevu: Príslušný obrobok sa zahreje na teplotu, ktorá je tiež nižšia ako rekryštalizačná teplota (600 až 950 °C). Kombinuje výhody oboch metód a používa sa pre oceľové zliatiny, kde nie je možné tvárnenie za studena.
- Tvárnenie za tepla (kovanie za tepla): Vykonáva sa zahrievaním materiálu tak, aby bola prekročená rekryštalizačná teplota. Je to energeticky náročná metóda, vhodná na tvárnenie rôznych kovov pri teplotách medzi 1100 °C (oceľové zliatiny) a 1300 °C (železo). Tieto teploty môžu spôsobiť drsný povrch a po ochladení obrobku dochádza k zmršťovaniu materiálu.
Dôležitosť a aplikácie výkovkov
Pre strojové zariadenia sú dôležité diely s vysokým zaťažením a náročnými pracovnými podmienkami väčšinou kované. Kovárenská výroba je jednou z hlavných metód spracovania polotovarov mechanických častí v strojárskom priemysle. Kovanie môže nielen vytvoriť tvar mechanických častí, ale tiež zlepšiť vnútornú štruktúru kovu a vylepšiť jeho mechanické a fyzikálne vlastnosti.
Príklady kovaných dielov zahŕňajú:
- Hriadele turbogenerátora, rotory, obežné kolesá, lopatky, ochranné krúžky.
- Veľké hydraulické lisovacie stĺpy, vysokotlakové valce.
- Valce valcovní, kľukové hriadele spaľovacích motorov, ojnice.
- Ozubené kolesá, ložiská a delostrelectvo v obrannom priemysle.
Kovárenská výroba je preto široko používaná v metalurgii, baníctve, automobiloch, traktoroch, ťažobných strojoch, nafte, chemikáliách, letectve, kozmickom priemysle, zbraniach a mnohých ďalších priemyselných odvetviach.

Porovnanie voľného a zápustkového kovania
Pre lepšiu predstavu o rozdieloch medzi voľným a zápustkovým kovaním slúži nasledujúca tabuľka:
| Vlastnosť | Voľné kovanie | Zápustkové kovanie |
|---|---|---|
| Tvarovanie | Bez kovacích foriem, kombinácia základných operácií | V dutine zápustky |
| Nástroje | Jednoduché, univerzálne (kovadlá, kladivá) | Dvojdielne formy (zápustky) |
| Flexibilita | Vysoká, široká škála tvarov a veľkostí | Menej flexibilné pre rôzne tvary, presné tvary formou |
| Presnosť | Nižšia, vyžaduje dodatočné opracovanie | Vyššia, presnejšie rozmery a kvalitnejší povrch |
| Sériovosť | Malé dávky | Veľké série |
| Materiálová efektívnosť | Nižšia (pri zápustkovom kovaní bez letmej hrany vyššia) | Vysoká (najmä pri uzavretom zápustkovom kovaní bez letmej hrany) |
| Náklady na nástroje | Jednoduchšie, nižšie náklady | Zložitejšie, vyššie náklady na zápustky |